大平方高压线束端子超声波压接技术
为了缩短新能源电动汽车动力电池的充电时长,电动汽车厂家迫切需要提高直流快充系统中各电路有承载高压大电流的能力,这就依赖于大载流能力的电缆来实现。因此大横截面积的线束被广泛应用,用以加载更大的电流,同时还具有良好的散热性能,是提高电动汽车动力电池充电效率的最为有效的方法。
在不久的将来电动汽车高压线束载流能力将是现有普通电动汽车电缆的四到五倍。以线束尺寸来说,如果选择铜作为导体材料,所需要的汽车线束的横截面积就将从50mm²提高到200mm²,甚至更高。
然而该如何可靠地连接这些更大截面积的电缆,是汽车制造商需要面对的重大技术挑战。同时电动汽车的快速更新迭代,也带来了汽车内部如何布置、容纳这些电缆、电缆长度以及低内阻的连接工艺等技术点的探索。理想情况下,电缆长度越短越好,来获得低内阻低温升的性能。但是实际电动车内部通常无法缩短电缆长度,这样电缆直径也需要相应增加以此保证低内阻和良好散热。随着越来越多的电池模组排列在车辆下方位置,更大截面积线束或导体需要安装和排布在乘客舱周围和下方。因此,车身结构不仅必须与电缆和导体绝缘,还要安全地散去快速充电时线束产生的温升。
赛川电子为了解决以上问题,引进了先进的超声波焊接设备,该设备有更高的焊接压力,可达到6100N,垂直作用于待焊线束上;同事具有更低的焊接振幅,可以高能量改善焊接的打滑现象,以及大振幅对线束表面的损伤。可轻松应对高压线束连接器的焊接应用,实现优异的焊接质量。
该设备配备了更高精度的压力传感器和位移传感器,可以更精确的检测以及控制焊接过程。高压线束端子焊接工作站,配备特殊设计焊接的端子夹持工装,可以待焊工件牢牢固定住,保证焊接过程对稳定性,最终给客户提供高效、质量可靠的高压线束焊接方案。

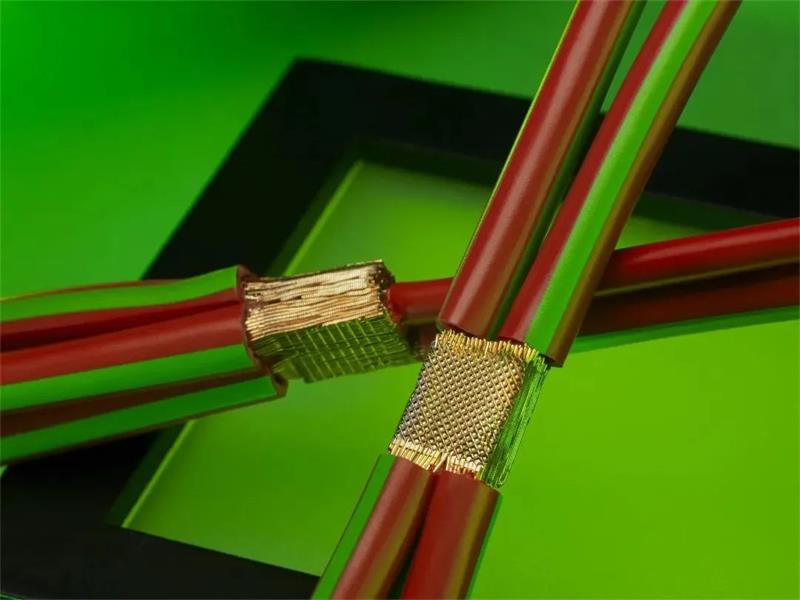
图2:95mm2高压线束与镀银铜端子的焊接。焊接外观良好,焊缝表面无氧化,无线芯损伤及断裂现象。
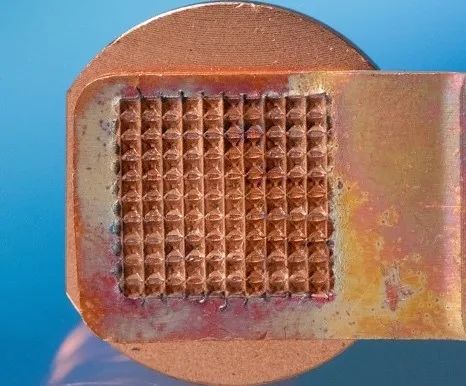
图3:2mm汇流母排及接地终端的焊接。即使很高的焊接能量,直压式的焊齿也能牢牢“抓住”工件,产品无打滑现象。
下一篇:用于储能系统的高压连接器